Save 20% on all ebooks
From Theory to the Shop Floor: 6 Skills Every Manufacturing Professional Needs
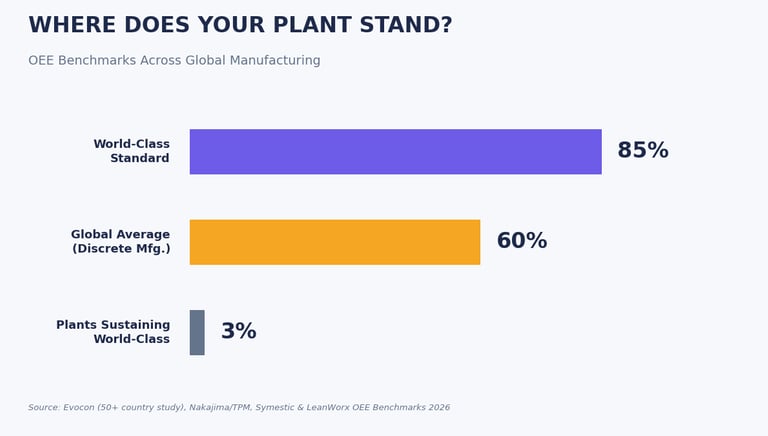
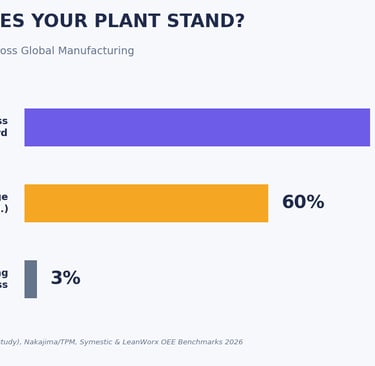
The gap between manufacturing theory and real plant performance is huge — global OEE averages just 55–65% against an 85% world-class standard. Here are the six practical foundations that turn certified professionals into people who deliver results on the floor.
OEE
6/14/20265 min read


Walk onto any manufacturing floor and you’ll quickly notice a gap. There’s what people learn in textbooks and certification courses, and there’s what actually makes a line run better on a Tuesday afternoon when a machine is down and orders are piling up. Bridging that gap is what separates professionals who get things done from those who only talk about improvement.
The size of that gap is measurable. The world-class benchmark for Overall Equipment Effectiveness (OEE) — the headline measure of how productively equipment runs — is 85%, a standard defined by Seiichi Nakajima, the originator of Total Productive Maintenance, in his foundational 1980s work. Yet study after study across more than 50 countries shows the global average sits at just 55–65%, and many plants measuring OEE accurately for the first time discover they’re actually in the 40–55% range. Only an estimated 3% of manufacturers sustain true world-class performance. The room for improvement, in other words, is enormous — and it’s filled by people who carry the right practical foundations into the job.
This article distills those foundations — the kind of grounding that turns concepts into results.
Understand the work before you change it
The first instinct of many newcomers is to fix things. The better instinct is to watch. Before improving any process, spend time understanding how it truly operates — not how the standard operating procedure says it should. Operators often have workarounds, informal sequences, and hard-won knowledge that no document captures. A professional who respects that reality earns trust, and trust is the currency of all improvement work.
Go to where the work happens, observe the actual flow of material and information, and ask questions without judgment. The point is to see waste, delay, and variation with your own eyes rather than infer them from a report. Toyota built an entire management philosophy on this single principle — genchi genbutsu, or “go and see for yourself.”
Learn to see waste
Most inefficiency hides in plain sight. Material waiting between steps, people walking to fetch tools, products being reworked because of a defect, machines producing more than the next step can absorb — these are everyday losses that quietly drain profitability. The skill worth building early is the ability to look at a process and instinctively notice where time, motion, and material are being spent without adding value.
The financial stakes are real. A 2025 industry survey found that 61% of manufacturers suffered unplanned downtime in the prior year, costing the sector an estimated $852 million every week. The average U.S. manufacturer loses roughly $39,000 in output per hour of downtime; in just-in-time automotive operations, a single hour can cost upwards of $2 million. Much of that loss begins as small, invisible waste long before it becomes a stoppage.
This doesn’t require complex tools to spot. A notepad, a stopwatch, and honest observation reveal more than most dashboards. Once you train your eye to see waste, you can never unsee it — and that perspective becomes the backbone of every improvement you make.
Measure what matters
Improvement without measurement is just opinion. A capable professional knows how to define a baseline, track a handful of meaningful numbers, and prove whether a change actually worked. The trap to avoid is measuring everything; the discipline is choosing the few metrics that reflect real performance — how much good output a process delivers (Performance), how often it runs as intended (Availability), and how much is lost to defects (Quality). Together, these three are exactly what OEE captures.
A crucial caution from the global benchmarking data: manually calculated OEE runs systematically 8–12 percentage points higher than automatically measured reality. Before you benchmark yourself against anyone else, establish an honest baseline of your own. Numbers also protect you — when you can show before-and-after data tied to a specific change, your contribution becomes undeniable. This is how good work gets recognized.
Solve problems at the root
Quick fixes feel productive but rarely last. The same problem returns next week wearing a different mask. The professional habit is to keep asking why a problem occurred until you reach the underlying cause, then address that — not just the symptom. A machine stopped because a part failed; the part failed because it wasn’t maintained; it wasn’t maintained because there was no schedule. Fix the schedule, and you fix the recurring stoppage.
This is why the shift from reactive to preventive maintenance matters so much: reactive repairs cost five to ten times more per event than planned maintenance, because they trigger emergency labor, expedited shipping, and cascading schedule disruption. Anyone can put out a fire. Professionals stop the fires from starting.
Standardize and sustain
An improvement that isn’t standardized will erode. People drift back to old habits, new hires learn the old way, and gains quietly disappear. Whenever you improve something, capture the new method clearly and make it easy to follow. The goal is to make the right way the easy way, so good performance survives long after you’ve moved on to the next problem.
This is also why benchmark numbers should be treated as a map, not a destination. A plant at 65% OEE won’t reach 85% in a year — but a realistic, sustained gain of two to four OEE points per quarter over 18–24 months is achievable, and only standardization makes those gains stick.
Work with people, not around them
Finally, manufacturing is a human system as much as a technical one. The best analysis fails if the people doing the work don’t believe in it. Involve operators in finding solutions, give credit generously, and explain the “why” behind every change. Improvement that people own sticks; improvement imposed on them rarely does.
The throughline
These foundations — observe honestly, see waste, measure what matters, fix root causes, standardize gains, and respect people — are the difference between knowing the theory and being genuinely useful on the floor. The benchmark gap between the average plant and the world-class few isn’t closed by better software or bigger budgets. It’s closed by professionals who have internalized these basics and apply them every day.
Master them, and you’ll be ready not just for a manufacturing job, but for a career of making things work better.
Sources: Nakajima, “Introduction to TPM” (Productivity Press); Evocon world-class OEE benchmark study (50+ countries); Symestic and LeanWorx OEE benchmark analyses (2026); Fluke Corporation / Censuswide downtime survey (2025); Siemens “True Cost of Downtime” (2024).




Brand
Explore our sleek website template for seamless navigation.
Contact
Newsletter
© 2024. All rights reserved.